
Hot and Cold Chamber Diecasting
People are often confused with hot and cold chamber diecasting. They are both categorized as high-pressure diecasting process (HPDC). The distinction between them lies in the relationship between the injection system and the melting alloys they handle.
Hot chamber diecasting machines have the melting pot located at the front end of the machine (as shown in Pict. 1), with the gooseneck submerged in the molten alloy (as shown in Pict. 2). The hydraulic cylinder drives the plunger downward, forcing the molten alloy from the gooseneck through the nozzle and into the cavity. The injection system (gooseneck) remains in a high-temperature environment, hence the name “hot chamber.” This process is predominantly used for low melting point alloys such as zinc, tin, lead, and certain magnesium alloys.

Hot Chamber Diecasting Machine
Pict. 1
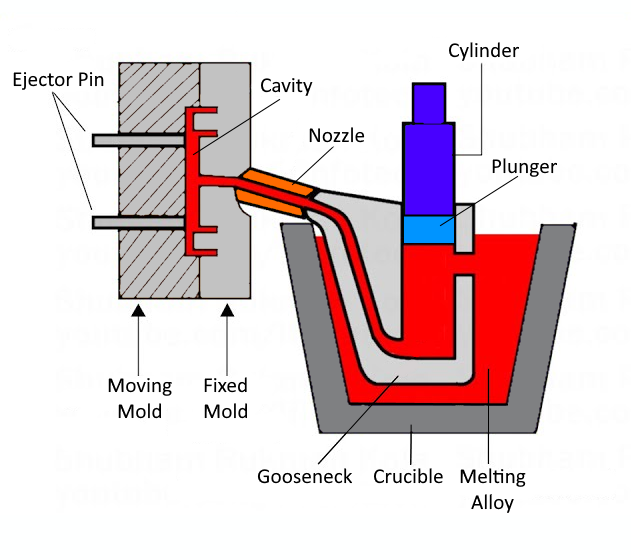
Hot Chamber Diecasting System
Pict. 2
In contrast, cold chamber diecasting machines have a separate melting pot situated alongside the machine (as depicted in Pict. 3). An automatic ladler transfers the appropriate amount of molten alloy from the pot and pours it into the opening of the injection tube (as shown in Pict. 4). The plunger then presses the alloy into the cavity. The entire injection system remains at a lower temperature when no alloy is being poured. This process, known as cold chamber diecasting, is primarily applicable to high melting point alloys like brass, aluminum, magnesium, and certain high aluminum content zinc alloys (e.g., ZA8, ZA12, ZA27).

Cold Chamber Diecasting Machine
Pict. 3
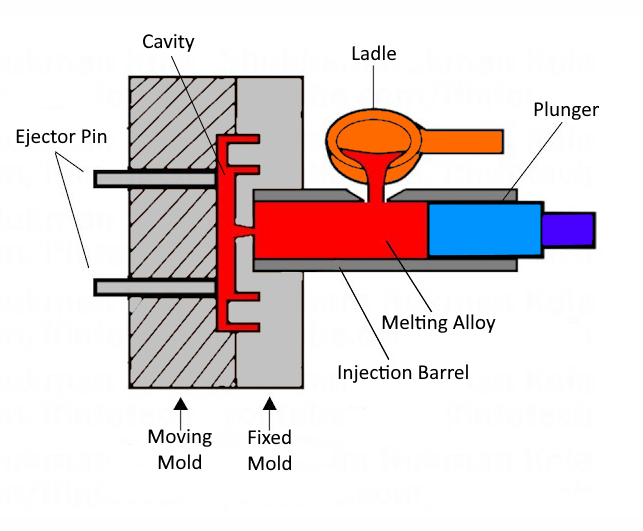
Cold Chamber Diecasting System
Pict. 4
So why should brass, aluminum and magnesium alloys only be cast using the cold chamber process?
Firstly, these alloys possess high melting points. Aluminum and magnesium alloys typically melt around 660°C, while brass melts at approximately 980°C. Such elevated temperatures pose a challenge for the injection system of a diecasting machine. Submerging the injection system in the high-temperature alloy would significantly reduce its lifespan.
Secondly, aluminum is highly reactive and prone to chemical reactions with iron. If the injection system components, such as the gooseneck or crucible, were made of cast iron, the aluminum would erode them during the casting process. This erosion not only affects the longevity of the machine but also introduces iron impurities into the casting. Consequently, the alloy composition can be altered, potentially impacting the mechanical and physical properties of the castings.
To overcome these challenges, the cold chamber diecasting machine features a separated injection system and melting pot. This design protects the machine from the harsh heat of high melting point alloys, prevents an increase in iron content, and mitigates the erosive effects caused by reactions between aluminum and iron.