
What is Die Casting?
History
Die casting, a precision casting process, originated in 1838 for the production of movable type in the printing industry. Its invention revolutionized the manufacturing sector, particularly in the production of inline movable type, eliminating the need for labor-intensive hand-setting in the publishing industry. Throughout its history, die casting has undergone significant advancements, encompassing various alloys and applications, and has emerged as a pioneering automation technique.
In 1849, J. J. Surgiss, a German American immigrant, obtained a U.S. patent for his hand-operated hot chamber die casting machine. This invention facilitated the efficient production of types used in the printing industry, offering significant labor savings. Subsequently, die casting machines found widespread adoption in the printing industry, serving as the catalyst for automation. Over time, die casting technology has continued to evolve, enabling the mass production of diverse components and parts.
A notable development in die casting machinery occurred with the introduction of modern cold chamber die casting machines by Czech engineer Josef Pfolak. These machines featured a separation of the melting pots and plunger system, overcoming corrosion challenges associated with submerged plunger systems in hot chamber machines. Furthermore, this innovation increased plunging force and enhanced feasibility for mass production requirements.
Definition
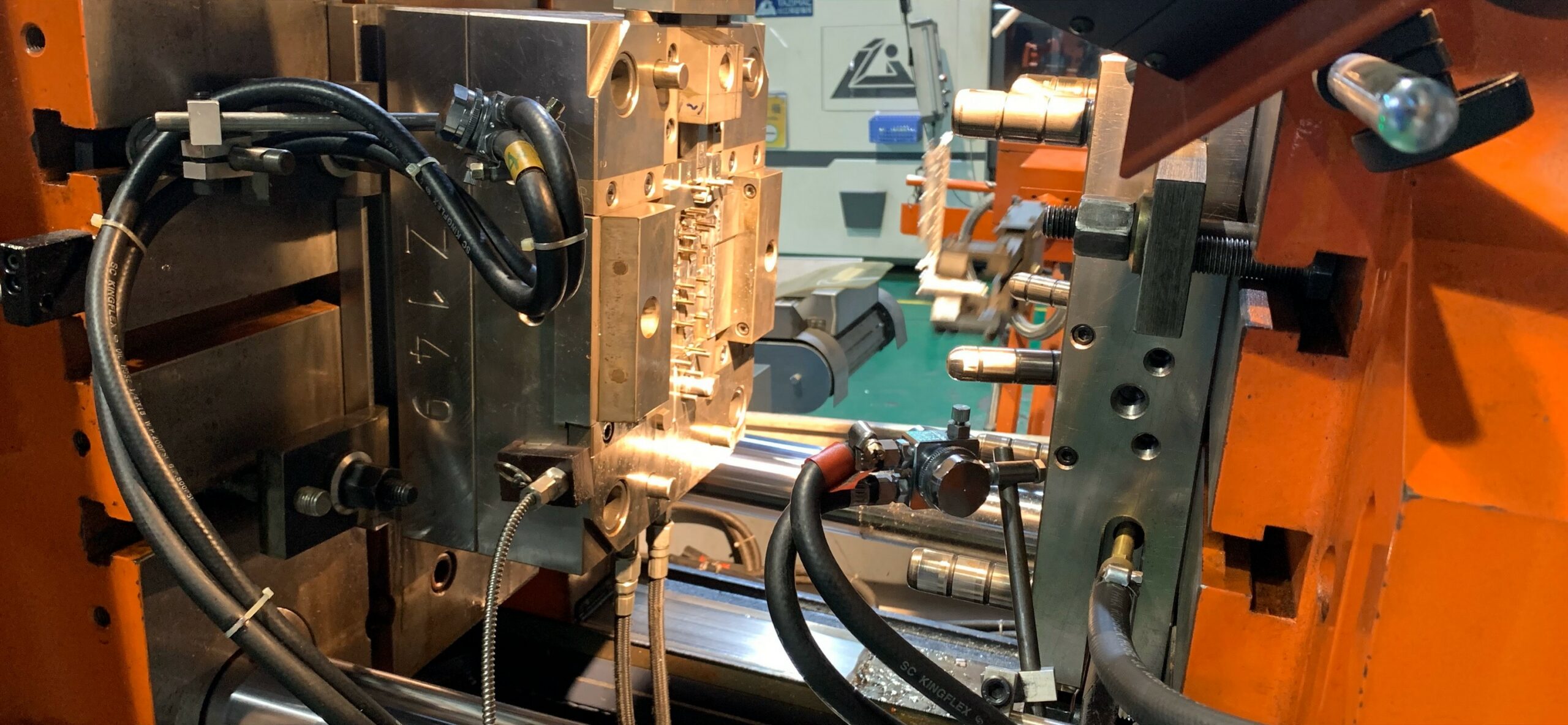
Die casting, analogous to plastic injection molding, utilizes distinct tooling steel, mold flow design, melting equipment, and plunging systems due to the high temperature, high pressure, and short solidification time of the casting material. While referred to as die casting in American English, it is known as Pressure Die Casting (PDC) in the United Kingdom, Druckguß in German, and ダイカスト (dai-ka-su-to) in Japanese, a direct phonetic translation.
The term “die” in die casting refers to the mold used for casting, distinct from its homonymous reference to death. “Casting” denotes the overall casting process. The combination of these terms implies the rapid injection of molten alloy, under high speed and pressure, into a prefabricated metal die cavity.
According to the Japanese Die Casting Association (日本ダイカスト協会), die casting is defined as follows:
“ダイカスト(Die Casting)とは、溶融金属を精密な金型に圧入することにより、高精度で鋳肌の優れた鋳物をハイサイクルで大量に生産する鋳造方式の一種である”
In English: “ダイカスト (Die Casting) refers to a casting method that produces high-precision castings with excellent surface finish through the injection of molten metal into a precise metal mold, enabling mass production with high efficiency.”
Characteristics
Die casting offers distinct characteristics that set it apart from other casting processes such as low-pressure casting, sand casting, and gravity die casting. High Pressure Die Casting (HPDC), as the commonly used form of die casting, excels in accuracy and facilitates rapid mass production.
Die casting enables the creation of near net-shaped parts within narrow tolerance ranges. The resulting surface finish is smoother and more even. With precise and well-arranged tooling design, most die casting parts require minimal post-processing, eliminating the need for polishing, buffing, or milling. Even outer threads can be formed directly.
Applications
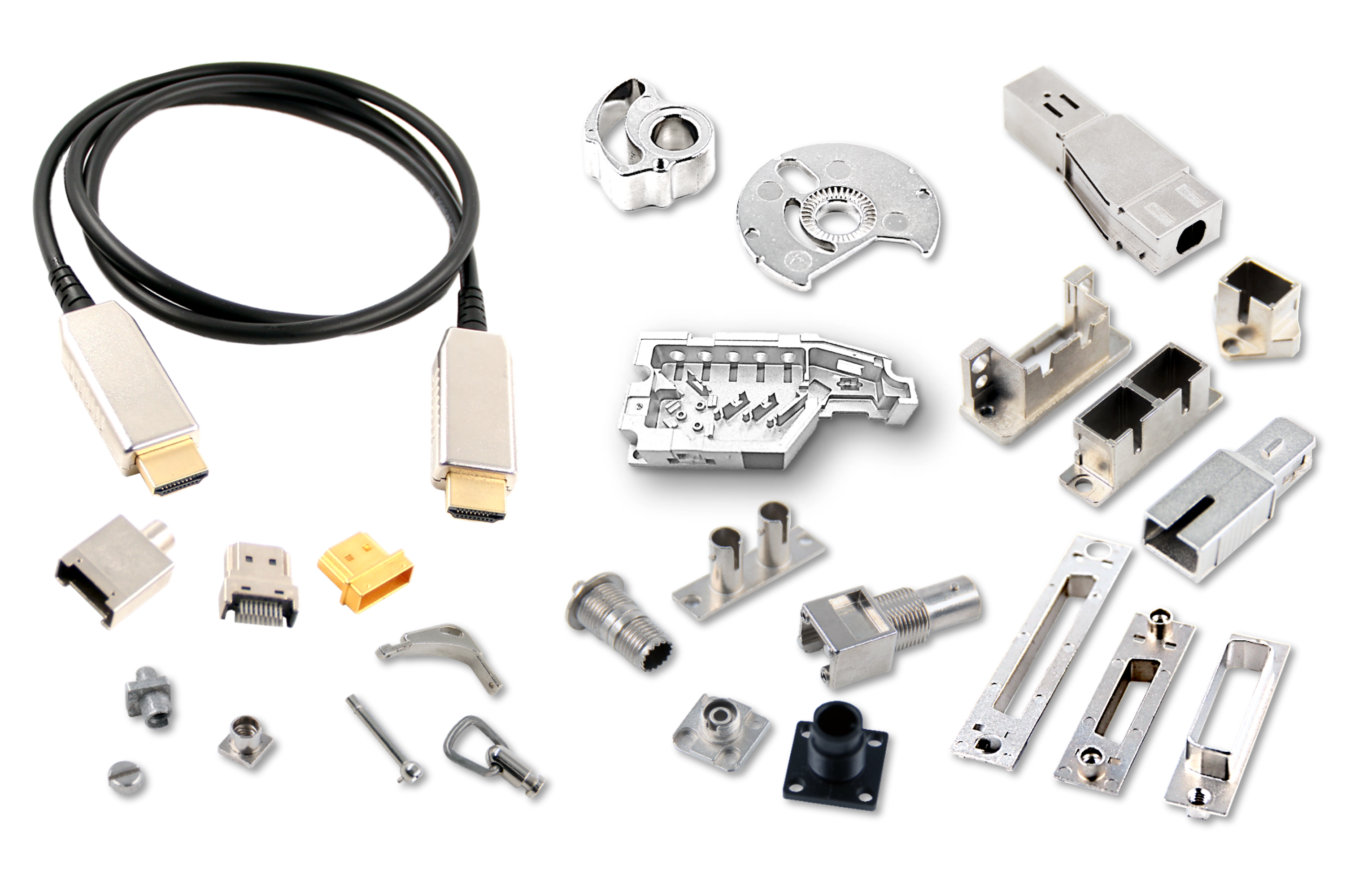
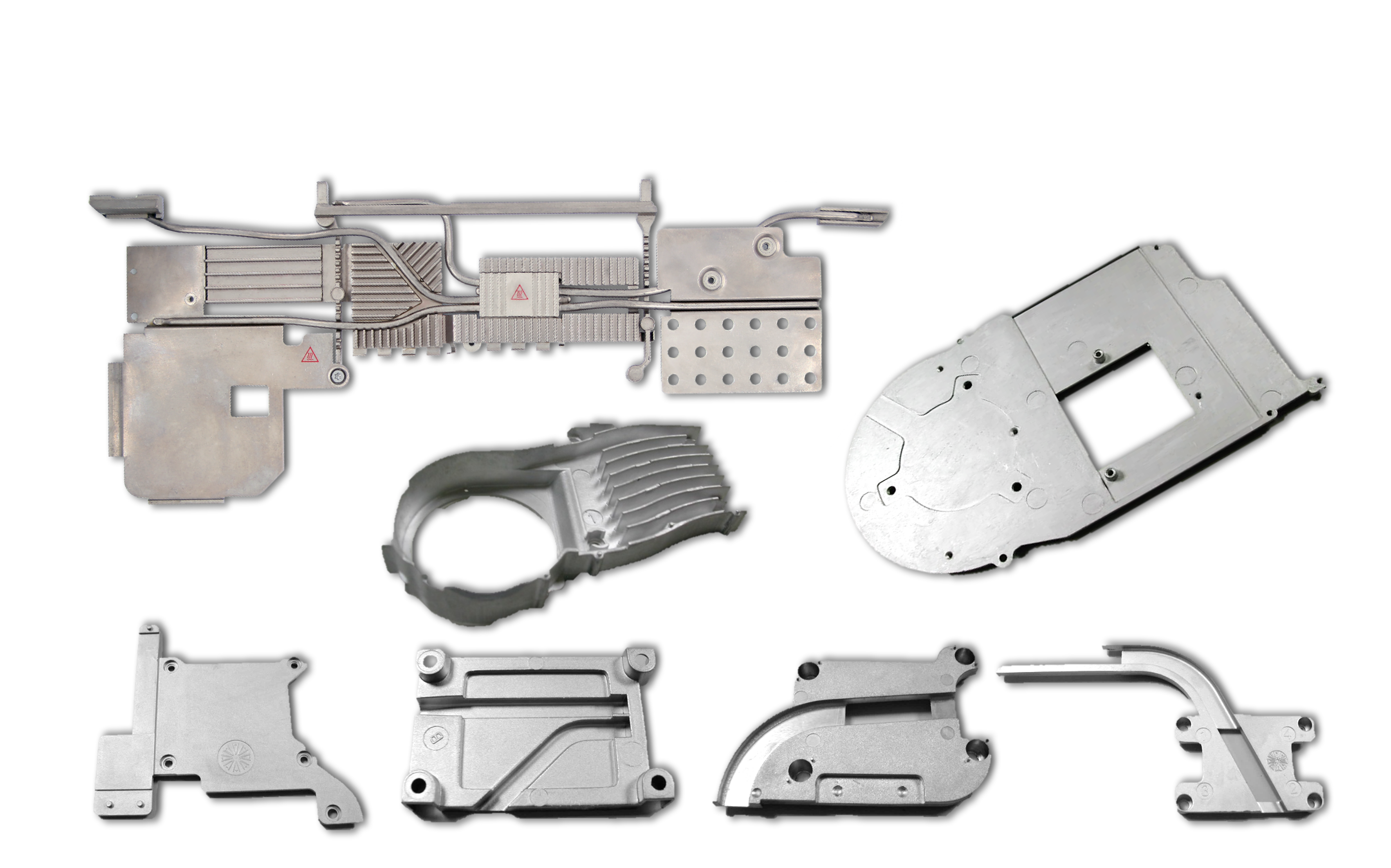
Die casting finds extensive application in various industries. It is utilized in the production of everyday items such as ornaments, brooches, badges, belt buckles, zipper pullers, lock barrels, cabinet locks, door handles, car door handles, rearview mirrors, and wheel hub caps. Furthermore, it is employed in the manufacturing of high-precision components like digital camera parts, phone jacks, computer connectors, optical transceivers, 5G base stations, laptop computers, and heat sinks.
For applications demanding superior quality, die casting is utilized in the production of critical parts such as car steering wheels, turning knuckles, engine camshaft covers, carburetor housings, and motorcycle hand brake levers. Even the aerospace industry relies on die casting for the production of high-quality parts.
🙋🏻♂️Pros
1. High dimensional precision
Die casting can achieve precise dimensional control within approximately +/-0.05mm, depending on the structure’s complexity, size, and application.
2. Smooth casting surface
The quality of the die directly influences the surface finish of the die casting part. Typically, the surface roughness ranges from around 12s-25s (W), which is considered acceptable. However, casting conditions can impact the surface quality.
3. Robust structure
Die casting ensures rapid solidification of the casting alloy under high temperature and pressure, resulting in a fine grain size of approximately 0.013mm. This imparts superior strength to die castings compared to other casting methods. High-pressure die casting also allows for the production of thinner walls and intricate features, reducing weight and production costs.
4. Mass production and cost savings
Die casting molds, made from specialized heat-resistant steel, offer an extended tooling life. The rapid solidification of parts during short cycle times between shots saves time. Additionally, die casting parts require minimal post-machining, leading to material and fabrication cost savings. Consequently, die casting stands as the most economical casting process.
5. Clean production environment
The automated nature of the die casting process, coupled with the repetitive use of die casting tools, promotes a clean and organized production site. Die casting parts are manufactured in a waste-free manner, enhancing cleanliness and safety in the work environment.
🙅🏻♂️Cons
1. High initial capital expenditure (Capex)
Die casting equipment, including die casting machines, melting pots, holding furnaces, and die casting tooling, entail higher costs compared to other casting processes such as low-pressure casting, sand casting, or gravity casting.
2. Limited range of alloys
Currently, die casting primarily accommodates non-ferrous metals, including tin, lead, zinc, aluminum, copper, and magnesium. While metallurgists continuously explore and develop different alloys for various purposes, these six basic metals serve as the foundation of die casting alloys.
3. Air entrapment
In the absence of a vacuum environment during the injection of molten alloy into the cavity, air can be trapped in the injection channel and cavities. Turbulence caused by mold flow obstacles can lead to air entrapment, resulting in air pockets or shrinkage in specific areas and affecting the surface density and appearance of the parts. Excessive air content can compromise the mechanical strength of the parts. Die casting parts are generally unsuitable for welding or heat treatment due to the potential expansion of trapped air at high temperatures, which could compromise structural integrity and strength. Therefore, meticulous mold flow design is crucial to ensure the quality of die casting parts.
4. Challenges with thicker sections
While conventional wisdom suggests that thicker sections enhance mechanical strength, this principle does not hold true for die casting. Increased wall thickness leads to higher porosity and shrinkage, posing challenges. The automotive industry has developed high vacuum die casting (HVDC) to address this issue, although minimal air entrapment inside the parts remains. The industrial standard allows a maximum of 5cc of air per 100g of aluminum, although acceptability depends on the specific application and operating conditions. Vacuum die casting necessitates additional investments in vacuum valves, valve control systems, and tooling modifications to accommodate vacuum routing, resulting in additional expenses.
For a more comprehensive understanding of these subjects, we encourage you to reach out to our Sales Team for further information.